Process Development
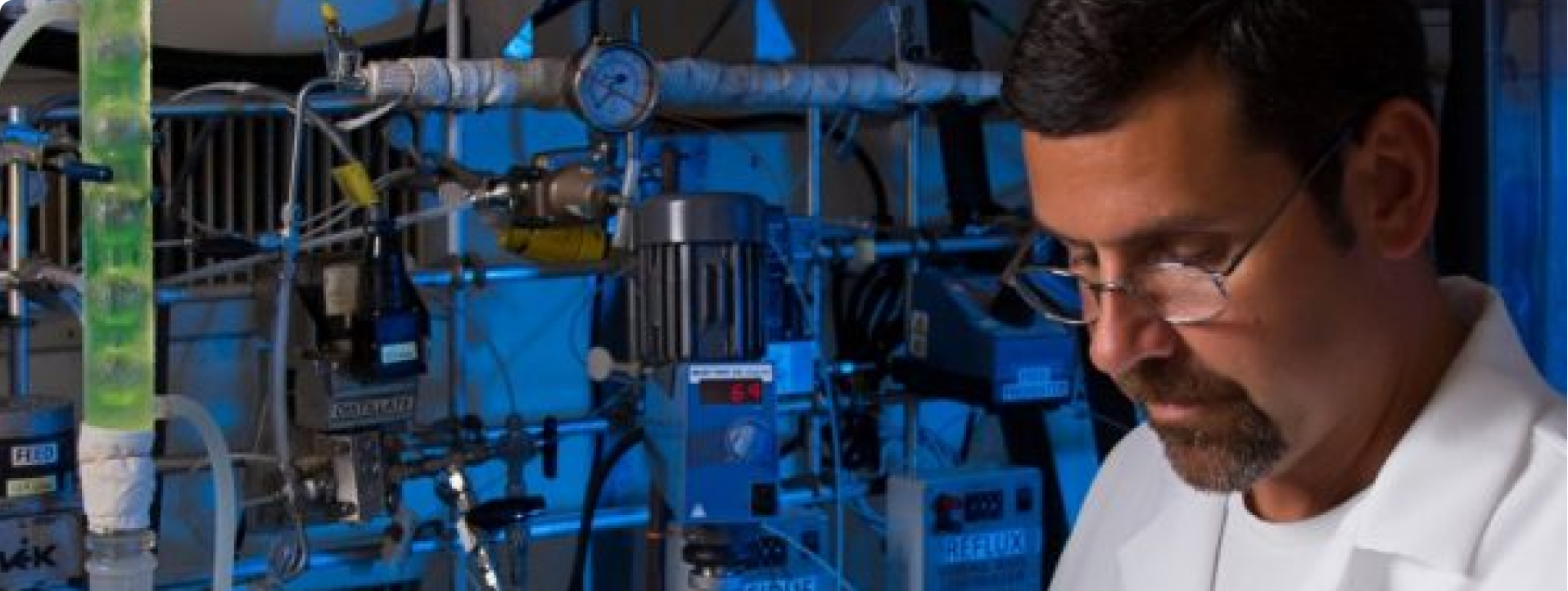
Implementing a successful chemical process requires the integration of multiple disciplines and capabilities. AVN has exceptional depth of experience in these areas. Our staff have contributed to the development of processes ranging from initial small-scale laboratory experiments to the start-up and operation of world-scale commercial units.
Learn More